

ಬಲದ ಕರ್ಷಕ ಪರೀಕ್ಷೆಯನ್ನು ಮುಖ್ಯವಾಗಿ ಹಿಗ್ಗಿಸುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಹಾನಿಯನ್ನು ವಿರೋಧಿಸುವ ಲೋಹದ ವಸ್ತುಗಳ ಸಾಮರ್ಥ್ಯವನ್ನು ನಿರ್ಧರಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ ಮತ್ತು ವಸ್ತುಗಳ ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಮೌಲ್ಯಮಾಪನ ಮಾಡುವ ಪ್ರಮುಖ ಸೂಚಕಗಳಲ್ಲಿ ಒಂದಾಗಿದೆ.
1. ಕರ್ಷಕ ಪರೀಕ್ಷೆ
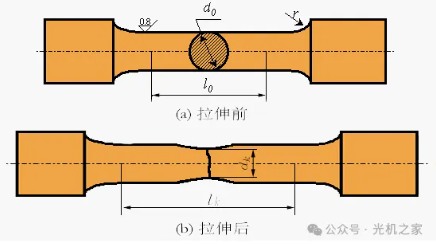
ಕರ್ಷಕ ಪರೀಕ್ಷೆಯು ವಸ್ತು ಯಂತ್ರಶಾಸ್ತ್ರದ ಮೂಲ ತತ್ವಗಳನ್ನು ಆಧರಿಸಿದೆ. ಕೆಲವು ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ ವಸ್ತು ಮಾದರಿಗೆ ಕರ್ಷಕ ಹೊರೆಯನ್ನು ಅನ್ವಯಿಸುವ ಮೂಲಕ, ಮಾದರಿ ಒಡೆಯುವವರೆಗೆ ಅದು ಕರ್ಷಕ ವಿರೂಪಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ. ಪರೀಕ್ಷೆಯ ಸಮಯದಲ್ಲಿ, ವಿಭಿನ್ನ ಹೊರೆಗಳ ಅಡಿಯಲ್ಲಿ ಪ್ರಾಯೋಗಿಕ ಮಾದರಿಯ ವಿರೂಪತೆ ಮತ್ತು ಮಾದರಿ ಮುರಿದಾಗ ಗರಿಷ್ಠ ಹೊರೆಯನ್ನು ದಾಖಲಿಸಲಾಗುತ್ತದೆ, ಇದರಿಂದಾಗಿ ವಸ್ತುವಿನ ಇಳುವರಿ ಶಕ್ತಿ, ಕರ್ಷಕ ಶಕ್ತಿ ಮತ್ತು ಇತರ ಕಾರ್ಯಕ್ಷಮತೆಯ ಸೂಚಕಗಳನ್ನು ಲೆಕ್ಕಹಾಕಲಾಗುತ್ತದೆ.
ಒತ್ತಡ σ = F/A
σ ಎಂದರೆ ಕರ್ಷಕ ಶಕ್ತಿ (MPa)
F ಎಂಬುದು ಕರ್ಷಕ ಹೊರೆ (N)
A ಎಂಬುದು ಮಾದರಿಯ ಅಡ್ಡ-ಛೇದದ ಪ್ರದೇಶವಾಗಿದೆ.
2. ಕರ್ಷಕ ಕರ್ವ್
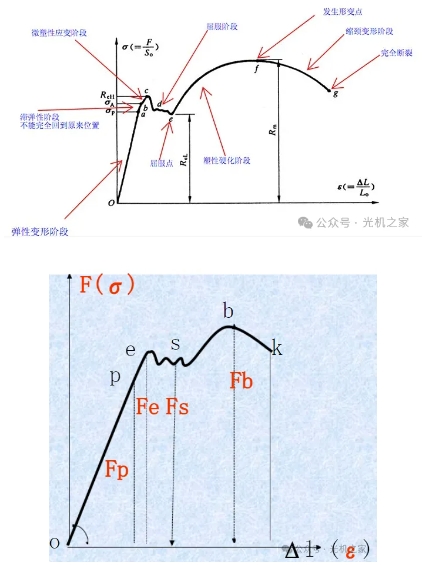
ಹಿಗ್ಗಿಸುವ ಪ್ರಕ್ರಿಯೆಯ ಹಲವಾರು ಹಂತಗಳ ವಿಶ್ಲೇಷಣೆ:
a. ಸಣ್ಣ ಹೊರೆಯೊಂದಿಗೆ OP ಹಂತದಲ್ಲಿ, ಉದ್ದನೆಯು ಹೊರೆಯೊಂದಿಗೆ ರೇಖೀಯ ಸಂಬಂಧದಲ್ಲಿರುತ್ತದೆ ಮತ್ತು Fp ನೇರ ರೇಖೆಯನ್ನು ಕಾಪಾಡಿಕೊಳ್ಳಲು ಗರಿಷ್ಠ ಹೊರೆಯಾಗಿದೆ.
b. ಹೊರೆ Fp ಅನ್ನು ಮೀರಿದ ನಂತರ, ಕರ್ಷಕ ವಕ್ರರೇಖೆಯು ರೇಖಾತ್ಮಕವಲ್ಲದ ಸಂಬಂಧವನ್ನು ತೆಗೆದುಕೊಳ್ಳಲು ಪ್ರಾರಂಭಿಸುತ್ತದೆ. ಮಾದರಿಯು ಆರಂಭಿಕ ವಿರೂಪ ಹಂತವನ್ನು ಪ್ರವೇಶಿಸುತ್ತದೆ ಮತ್ತು ಹೊರೆಯನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ ಮತ್ತು ಮಾದರಿಯು ಅದರ ಮೂಲ ಸ್ಥಿತಿಗೆ ಮರಳಬಹುದು ಮತ್ತು ಸ್ಥಿತಿಸ್ಥಾಪಕವಾಗಿ ವಿರೂಪಗೊಳ್ಳಬಹುದು.
c. ಹೊರೆ Fe ಅನ್ನು ಮೀರಿದ ನಂತರ, ಹೊರೆಯನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ, ವಿರೂಪತೆಯ ಭಾಗವನ್ನು ಪುನಃಸ್ಥಾಪಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಉಳಿದ ವಿರೂಪತೆಯ ಭಾಗವನ್ನು ಉಳಿಸಿಕೊಳ್ಳಲಾಗುತ್ತದೆ, ಇದನ್ನು ಪ್ಲಾಸ್ಟಿಕ್ ವಿರೂಪ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ. Fe ಅನ್ನು ಸ್ಥಿತಿಸ್ಥಾಪಕ ಮಿತಿ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.
d. ಹೊರೆ ಮತ್ತಷ್ಟು ಹೆಚ್ಚಾದಾಗ, ಕರ್ಷಕ ವಕ್ರರೇಖೆಯು ಗರಗಸವನ್ನು ತೋರಿಸುತ್ತದೆ. ಹೊರೆ ಹೆಚ್ಚಾಗದಿದ್ದಾಗ ಅಥವಾ ಕಡಿಮೆಯಾಗದಿದ್ದಾಗ, ಪ್ರಾಯೋಗಿಕ ಮಾದರಿಯ ನಿರಂತರ ಉದ್ದನೆಯ ವಿದ್ಯಮಾನವನ್ನು ಇಳುವರಿ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ. ಇಳುವರಿಯ ನಂತರ, ಮಾದರಿಯು ಸ್ಪಷ್ಟವಾದ ಪ್ಲಾಸ್ಟಿಕ್ ವಿರೂಪಕ್ಕೆ ಒಳಗಾಗಲು ಪ್ರಾರಂಭಿಸುತ್ತದೆ.
e. ಇಳುವರಿ ನೀಡಿದ ನಂತರ, ಮಾದರಿಯು ವಿರೂಪ ಪ್ರತಿರೋಧ, ಕೆಲಸದ ಗಟ್ಟಿಯಾಗುವಿಕೆ ಮತ್ತು ವಿರೂಪ ಬಲವರ್ಧನೆಯಲ್ಲಿ ಹೆಚ್ಚಳವನ್ನು ತೋರಿಸುತ್ತದೆ. ಲೋಡ್ Fb ತಲುಪಿದಾಗ, ಮಾದರಿಯ ಅದೇ ಭಾಗವು ತೀವ್ರವಾಗಿ ಕುಗ್ಗುತ್ತದೆ. Fb ಎಂದರೆ ಬಲದ ಮಿತಿ.
f. ಕುಗ್ಗುವಿಕೆ ವಿದ್ಯಮಾನವು ಮಾದರಿಯ ಬೇರಿಂಗ್ ಸಾಮರ್ಥ್ಯದಲ್ಲಿ ಇಳಿಕೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ. ಲೋಡ್ Fk ತಲುಪಿದಾಗ, ಮಾದರಿ ಒಡೆಯುತ್ತದೆ. ಇದನ್ನು ಫ್ರಾಕ್ಚರ್ ಲೋಡ್ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.
ಇಳುವರಿ ಸಾಮರ್ಥ್ಯ
ಇಳುವರಿ ಬಲವು ಲೋಹದ ವಸ್ತುವು ಪ್ಲಾಸ್ಟಿಕ್ ವಿರೂಪತೆಯ ಆರಂಭದಿಂದ ಬಾಹ್ಯ ಬಲಕ್ಕೆ ಒಳಗಾದಾಗ ಸಂಪೂರ್ಣ ಮುರಿತದವರೆಗೆ ತಡೆದುಕೊಳ್ಳಬಲ್ಲ ಗರಿಷ್ಠ ಒತ್ತಡದ ಮೌಲ್ಯವಾಗಿದೆ. ಈ ಮೌಲ್ಯವು ವಸ್ತುವು ಸ್ಥಿತಿಸ್ಥಾಪಕ ವಿರೂಪ ಹಂತದಿಂದ ಪ್ಲಾಸ್ಟಿಕ್ ವಿರೂಪ ಹಂತಕ್ಕೆ ಪರಿವರ್ತನೆಗೊಳ್ಳುವ ನಿರ್ಣಾಯಕ ಹಂತವನ್ನು ಗುರುತಿಸುತ್ತದೆ.
ವರ್ಗೀಕರಣ
ಹೆಚ್ಚಿನ ಇಳುವರಿ ಶಕ್ತಿ: ಇಳುವರಿ ಸಂಭವಿಸಿದಾಗ ಮೊದಲ ಬಾರಿಗೆ ಬಲ ಇಳಿಯುವ ಮೊದಲು ಮಾದರಿಯ ಗರಿಷ್ಠ ಒತ್ತಡವನ್ನು ಸೂಚಿಸುತ್ತದೆ.
ಕಡಿಮೆ ಇಳುವರಿ ಶಕ್ತಿ: ಆರಂಭಿಕ ಅಸ್ಥಿರ ಪರಿಣಾಮವನ್ನು ನಿರ್ಲಕ್ಷಿಸಿದಾಗ ಇಳುವರಿ ಹಂತದಲ್ಲಿ ಕನಿಷ್ಠ ಒತ್ತಡವನ್ನು ಸೂಚಿಸುತ್ತದೆ. ಕಡಿಮೆ ಇಳುವರಿ ಬಿಂದುವಿನ ಮೌಲ್ಯವು ತುಲನಾತ್ಮಕವಾಗಿ ಸ್ಥಿರವಾಗಿರುವುದರಿಂದ, ಇದನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ವಸ್ತು ಪ್ರತಿರೋಧದ ಸೂಚಕವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ, ಇದನ್ನು ಇಳುವರಿ ಬಿಂದು ಅಥವಾ ಇಳುವರಿ ಶಕ್ತಿ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.
ಲೆಕ್ಕಾಚಾರ ಸೂತ್ರ
ಮೇಲಿನ ಇಳುವರಿ ಬಲಕ್ಕೆ: R = F / Sₒ, ಇಲ್ಲಿ F ಎಂಬುದು ಇಳುವರಿ ಹಂತದಲ್ಲಿ ಮೊದಲ ಬಾರಿಗೆ ಬಲ ಇಳಿಯುವ ಮೊದಲು ಗರಿಷ್ಠ ಬಲವಾಗಿದೆ ಮತ್ತು Sₒ ಎಂಬುದು ಮಾದರಿಯ ಮೂಲ ಅಡ್ಡ-ವಿಭಾಗದ ಪ್ರದೇಶವಾಗಿದೆ.
ಕಡಿಮೆ ಇಳುವರಿ ಬಲಕ್ಕೆ: R = F / Sₒ, ಇಲ್ಲಿ F ಎಂಬುದು ಆರಂಭಿಕ ಅಸ್ಥಿರ ಪರಿಣಾಮವನ್ನು ನಿರ್ಲಕ್ಷಿಸಿ ಕನಿಷ್ಠ ಬಲ F ಆಗಿದೆ, ಮತ್ತು Sₒ ಎಂಬುದು ಮಾದರಿಯ ಮೂಲ ಅಡ್ಡ-ವಿಭಾಗದ ಪ್ರದೇಶವಾಗಿದೆ.
ಘಟಕ
ಇಳುವರಿ ಬಲದ ಘಟಕವು ಸಾಮಾನ್ಯವಾಗಿ MPa (ಮೆಗಾಪಾಸ್ಕಲ್) ಅಥವಾ N/mm² (ಪ್ರತಿ ಚದರ ಮಿಲಿಮೀಟರ್ಗೆ ನ್ಯೂಟನ್) ಆಗಿರುತ್ತದೆ.
ಉದಾಹರಣೆ
ಕಡಿಮೆ ಇಂಗಾಲದ ಉಕ್ಕನ್ನು ಉದಾಹರಣೆಯಾಗಿ ತೆಗೆದುಕೊಂಡರೆ, ಅದರ ಇಳುವರಿ ಮಿತಿ ಸಾಮಾನ್ಯವಾಗಿ 207MPa ಆಗಿರುತ್ತದೆ. ಈ ಮಿತಿಗಿಂತ ಹೆಚ್ಚಿನ ಬಾಹ್ಯ ಬಲಕ್ಕೆ ಒಳಪಟ್ಟಾಗ, ಕಡಿಮೆ ಇಂಗಾಲದ ಉಕ್ಕು ಶಾಶ್ವತ ವಿರೂಪವನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ ಮತ್ತು ಅದನ್ನು ಪುನಃಸ್ಥಾಪಿಸಲು ಸಾಧ್ಯವಿಲ್ಲ; ಈ ಮಿತಿಗಿಂತ ಕಡಿಮೆ ಬಾಹ್ಯ ಬಲಕ್ಕೆ ಒಳಪಟ್ಟಾಗ, ಕಡಿಮೆ ಇಂಗಾಲದ ಉಕ್ಕು ಅದರ ಮೂಲ ಸ್ಥಿತಿಗೆ ಮರಳಬಹುದು.
ಲೋಹದ ವಸ್ತುಗಳ ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಮೌಲ್ಯಮಾಪನ ಮಾಡಲು ಇಳುವರಿ ಶಕ್ತಿಯು ಪ್ರಮುಖ ಸೂಚಕಗಳಲ್ಲಿ ಒಂದಾಗಿದೆ. ಬಾಹ್ಯ ಶಕ್ತಿಗಳಿಗೆ ಒಳಪಟ್ಟಾಗ ಪ್ಲಾಸ್ಟಿಕ್ ವಿರೂಪವನ್ನು ವಿರೋಧಿಸುವ ವಸ್ತುಗಳ ಸಾಮರ್ಥ್ಯವನ್ನು ಇದು ಪ್ರತಿಬಿಂಬಿಸುತ್ತದೆ.
ಕರ್ಷಕ ಶಕ್ತಿ
ಕರ್ಷಕ ಶಕ್ತಿ ಎಂದರೆ ಕರ್ಷಕ ಹೊರೆಯ ಅಡಿಯಲ್ಲಿ ಹಾನಿಯನ್ನು ವಿರೋಧಿಸುವ ವಸ್ತುವಿನ ಸಾಮರ್ಥ್ಯ, ಇದನ್ನು ನಿರ್ದಿಷ್ಟವಾಗಿ ಕರ್ಷಕ ಪ್ರಕ್ರಿಯೆಯ ಸಮಯದಲ್ಲಿ ವಸ್ತುವು ತಡೆದುಕೊಳ್ಳಬಲ್ಲ ಗರಿಷ್ಠ ಒತ್ತಡದ ಮೌಲ್ಯವಾಗಿ ವ್ಯಕ್ತಪಡಿಸಲಾಗುತ್ತದೆ. ವಸ್ತುವಿನ ಮೇಲಿನ ಕರ್ಷಕ ಒತ್ತಡವು ಅದರ ಕರ್ಷಕ ಶಕ್ತಿಯನ್ನು ಮೀರಿದಾಗ, ವಸ್ತುವು ಪ್ಲಾಸ್ಟಿಕ್ ವಿರೂಪ ಅಥವಾ ಮುರಿತಕ್ಕೆ ಒಳಗಾಗುತ್ತದೆ.
ಲೆಕ್ಕಾಚಾರ ಸೂತ್ರ
ಕರ್ಷಕ ಬಲದ (σt) ಲೆಕ್ಕಾಚಾರ ಸೂತ್ರವು:
σt = ಎಫ್ / ಎ
ಇಲ್ಲಿ F ಎಂಬುದು ಮಾದರಿಯು ಮುರಿಯುವ ಮೊದಲು ತಡೆದುಕೊಳ್ಳಬಲ್ಲ ಗರಿಷ್ಠ ಕರ್ಷಕ ಬಲ (ನ್ಯೂಟನ್, N), ಮತ್ತು A ಎಂಬುದು ಮಾದರಿಯ ಮೂಲ ಅಡ್ಡ-ವಿಭಾಗದ ಪ್ರದೇಶ (ಚದರ ಮಿಲಿಮೀಟರ್, mm²).
ಘಟಕ
ಕರ್ಷಕ ಬಲದ ಘಟಕವು ಸಾಮಾನ್ಯವಾಗಿ MPa (ಮೆಗಾಪಾಸ್ಕಲ್) ಅಥವಾ N/mm² (ಪ್ರತಿ ಚದರ ಮಿಲಿಮೀಟರ್ಗೆ ನ್ಯೂಟನ್) ಆಗಿರುತ್ತದೆ. 1 MPa ಪ್ರತಿ ಚದರ ಮೀಟರ್ಗೆ 1,000,000 ನ್ಯೂಟನ್ಗಳಿಗೆ ಸಮಾನವಾಗಿರುತ್ತದೆ, ಇದು 1 N/mm² ಗೆ ಸಮಾನವಾಗಿರುತ್ತದೆ.
ಪ್ರಭಾವ ಬೀರುವ ಅಂಶಗಳು
ಕರ್ಷಕ ಬಲವು ರಾಸಾಯನಿಕ ಸಂಯೋಜನೆ, ಸೂಕ್ಷ್ಮ ರಚನೆ, ಶಾಖ ಸಂಸ್ಕರಣಾ ಪ್ರಕ್ರಿಯೆ, ಸಂಸ್ಕರಣಾ ವಿಧಾನ ಇತ್ಯಾದಿಗಳನ್ನು ಒಳಗೊಂಡಂತೆ ಹಲವು ಅಂಶಗಳಿಂದ ಪ್ರಭಾವಿತವಾಗಿರುತ್ತದೆ. ವಿಭಿನ್ನ ವಸ್ತುಗಳು ವಿಭಿನ್ನ ಕರ್ಷಕ ಬಲಗಳನ್ನು ಹೊಂದಿರುತ್ತವೆ, ಆದ್ದರಿಂದ ಪ್ರಾಯೋಗಿಕ ಅನ್ವಯಿಕೆಗಳಲ್ಲಿ, ವಸ್ತುಗಳ ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳ ಆಧಾರದ ಮೇಲೆ ಸೂಕ್ತವಾದ ವಸ್ತುಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡುವುದು ಅವಶ್ಯಕ.
ಪ್ರಾಯೋಗಿಕ ಅನ್ವಯಿಕೆ
ವಸ್ತು ವಿಜ್ಞಾನ ಮತ್ತು ಎಂಜಿನಿಯರಿಂಗ್ ಕ್ಷೇತ್ರದಲ್ಲಿ ಕರ್ಷಕ ಶಕ್ತಿಯು ಬಹಳ ಮುಖ್ಯವಾದ ನಿಯತಾಂಕವಾಗಿದೆ ಮತ್ತು ಇದನ್ನು ಹೆಚ್ಚಾಗಿ ವಸ್ತುಗಳ ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಮೌಲ್ಯಮಾಪನ ಮಾಡಲು ಬಳಸಲಾಗುತ್ತದೆ. ರಚನಾತ್ಮಕ ವಿನ್ಯಾಸ, ವಸ್ತು ಆಯ್ಕೆ, ಸುರಕ್ಷತಾ ಮೌಲ್ಯಮಾಪನ ಇತ್ಯಾದಿಗಳ ವಿಷಯದಲ್ಲಿ, ಕರ್ಷಕ ಶಕ್ತಿಯು ಪರಿಗಣಿಸಬೇಕಾದ ಅಂಶವಾಗಿದೆ. ಉದಾಹರಣೆಗೆ, ನಿರ್ಮಾಣ ಎಂಜಿನಿಯರಿಂಗ್ನಲ್ಲಿ, ಉಕ್ಕಿನ ಕರ್ಷಕ ಶಕ್ತಿಯು ಹೊರೆಗಳನ್ನು ತಡೆದುಕೊಳ್ಳಬಲ್ಲದು ಎಂಬುದನ್ನು ನಿರ್ಧರಿಸುವಲ್ಲಿ ಪ್ರಮುಖ ಅಂಶವಾಗಿದೆ; ಏರೋಸ್ಪೇಸ್ ಕ್ಷೇತ್ರದಲ್ಲಿ, ಹಗುರವಾದ ಮತ್ತು ಹೆಚ್ಚಿನ ಸಾಮರ್ಥ್ಯದ ವಸ್ತುಗಳ ಕರ್ಷಕ ಶಕ್ತಿಯು ವಿಮಾನದ ಸುರಕ್ಷತೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಪ್ರಮುಖವಾಗಿದೆ.
ಆಯಾಸ ಶಕ್ತಿ:
ಲೋಹದ ಆಯಾಸವು ಒಂದು ಅಥವಾ ಹಲವಾರು ಸ್ಥಳಗಳಲ್ಲಿ ಆವರ್ತಕ ಒತ್ತಡ ಅಥವಾ ಆವರ್ತಕ ಒತ್ತಡದ ಅಡಿಯಲ್ಲಿ ವಸ್ತುಗಳು ಮತ್ತು ಘಟಕಗಳು ಕ್ರಮೇಣ ಸ್ಥಳೀಯ ಶಾಶ್ವತ ಸಂಚಿತ ಹಾನಿಯನ್ನು ಉಂಟುಮಾಡುವ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಸೂಚಿಸುತ್ತದೆ ಮತ್ತು ನಿರ್ದಿಷ್ಟ ಸಂಖ್ಯೆಯ ಚಕ್ರಗಳ ನಂತರ ಬಿರುಕುಗಳು ಅಥವಾ ಹಠಾತ್ ಸಂಪೂರ್ಣ ಮುರಿತಗಳು ಸಂಭವಿಸುತ್ತವೆ.
ವೈಶಿಷ್ಟ್ಯಗಳು
ಹಠಾತ್ ಸಮಯ: ಲೋಹದ ಆಯಾಸ ವೈಫಲ್ಯವು ಸಾಮಾನ್ಯವಾಗಿ ಸ್ಪಷ್ಟ ಚಿಹ್ನೆಗಳಿಲ್ಲದೆ ಕಡಿಮೆ ಅವಧಿಯಲ್ಲಿ ಇದ್ದಕ್ಕಿದ್ದಂತೆ ಸಂಭವಿಸುತ್ತದೆ.
ಸ್ಥಾನದಲ್ಲಿ ಸ್ಥಳ: ಆಯಾಸದ ಕೊರತೆ ಸಾಮಾನ್ಯವಾಗಿ ಒತ್ತಡ ಕೇಂದ್ರೀಕೃತವಾಗಿರುವ ಸ್ಥಳೀಯ ಪ್ರದೇಶಗಳಲ್ಲಿ ಕಂಡುಬರುತ್ತದೆ.
ಪರಿಸರ ಮತ್ತು ದೋಷಗಳಿಗೆ ಸೂಕ್ಷ್ಮತೆ: ಲೋಹದ ಆಯಾಸವು ಪರಿಸರಕ್ಕೆ ಮತ್ತು ವಸ್ತುವಿನೊಳಗಿನ ಸಣ್ಣ ದೋಷಗಳಿಗೆ ಬಹಳ ಸೂಕ್ಷ್ಮವಾಗಿರುತ್ತದೆ, ಇದು ಆಯಾಸ ಪ್ರಕ್ರಿಯೆಯನ್ನು ವೇಗಗೊಳಿಸಬಹುದು.
ಪ್ರಭಾವ ಬೀರುವ ಅಂಶಗಳು
ಒತ್ತಡದ ವೈಶಾಲ್ಯ: ಒತ್ತಡದ ಪ್ರಮಾಣವು ಲೋಹದ ಆಯಾಸದ ಜೀವಿತಾವಧಿಯನ್ನು ನೇರವಾಗಿ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ.
ಸರಾಸರಿ ಒತ್ತಡದ ಪ್ರಮಾಣ: ಸರಾಸರಿ ಒತ್ತಡ ಹೆಚ್ಚಾದಷ್ಟೂ ಲೋಹದ ಆಯಾಸದ ಜೀವಿತಾವಧಿ ಕಡಿಮೆಯಾಗುತ್ತದೆ.
ಚಕ್ರಗಳ ಸಂಖ್ಯೆ: ಲೋಹವು ಹೆಚ್ಚು ಬಾರಿ ಚಕ್ರೀಯ ಒತ್ತಡ ಅಥವಾ ಒತ್ತಡಕ್ಕೆ ಒಳಗಾದಷ್ಟೂ, ಆಯಾಸ ಹಾನಿಯ ಶೇಖರಣೆ ಹೆಚ್ಚು ಗಂಭೀರವಾಗಿರುತ್ತದೆ.
ತಡೆಗಟ್ಟುವ ಕ್ರಮಗಳು
ವಸ್ತುಗಳ ಆಯ್ಕೆಯನ್ನು ಅತ್ಯುತ್ತಮಗೊಳಿಸಿ: ಹೆಚ್ಚಿನ ಆಯಾಸ ಮಿತಿಗಳನ್ನು ಹೊಂದಿರುವ ವಸ್ತುಗಳನ್ನು ಆಯ್ಕೆಮಾಡಿ.
ಒತ್ತಡದ ಸಾಂದ್ರತೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುವುದು: ರಚನಾತ್ಮಕ ವಿನ್ಯಾಸ ಅಥವಾ ಸಂಸ್ಕರಣಾ ವಿಧಾನಗಳ ಮೂಲಕ ಒತ್ತಡದ ಸಾಂದ್ರತೆಯನ್ನು ಕಡಿಮೆ ಮಾಡಿ, ಉದಾಹರಣೆಗೆ ದುಂಡಾದ ಮೂಲೆಯ ಪರಿವರ್ತನೆಗಳನ್ನು ಬಳಸುವುದು, ಅಡ್ಡ-ವಿಭಾಗದ ಆಯಾಮಗಳನ್ನು ಹೆಚ್ಚಿಸುವುದು, ಇತ್ಯಾದಿ.
ಮೇಲ್ಮೈ ಚಿಕಿತ್ಸೆ: ಮೇಲ್ಮೈ ದೋಷಗಳನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಮತ್ತು ಆಯಾಸದ ಶಕ್ತಿಯನ್ನು ಸುಧಾರಿಸಲು ಲೋಹದ ಮೇಲ್ಮೈಯಲ್ಲಿ ಹೊಳಪು ಮಾಡುವುದು, ಸಿಂಪಡಿಸುವುದು ಇತ್ಯಾದಿ.
ತಪಾಸಣೆ ಮತ್ತು ನಿರ್ವಹಣೆ: ಬಿರುಕುಗಳಂತಹ ದೋಷಗಳನ್ನು ತ್ವರಿತವಾಗಿ ಪತ್ತೆಹಚ್ಚಲು ಮತ್ತು ಸರಿಪಡಿಸಲು ಲೋಹದ ಘಟಕಗಳನ್ನು ನಿಯಮಿತವಾಗಿ ಪರಿಶೀಲಿಸುವುದು; ಸವೆದ ಭಾಗಗಳನ್ನು ಬದಲಾಯಿಸುವುದು ಮತ್ತು ದುರ್ಬಲ ಕೊಂಡಿಗಳು ಬಲಪಡಿಸುವಂತಹ ಆಯಾಸಕ್ಕೆ ಒಳಗಾಗುವ ಭಾಗಗಳನ್ನು ನಿರ್ವಹಿಸುವುದು.
ಲೋಹದ ಆಯಾಸವು ಸಾಮಾನ್ಯ ಲೋಹದ ವೈಫಲ್ಯ ವಿಧಾನವಾಗಿದೆ, ಇದು ಹಠಾತ್, ಸ್ಥಳ ಮತ್ತು ಪರಿಸರಕ್ಕೆ ಸೂಕ್ಷ್ಮತೆಯಿಂದ ನಿರೂಪಿಸಲ್ಪಟ್ಟಿದೆ. ಒತ್ತಡದ ವೈಶಾಲ್ಯ, ಸರಾಸರಿ ಒತ್ತಡದ ಪ್ರಮಾಣ ಮತ್ತು ಚಕ್ರಗಳ ಸಂಖ್ಯೆ ಲೋಹದ ಆಯಾಸದ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುವ ಪ್ರಮುಖ ಅಂಶಗಳಾಗಿವೆ.
SN ವಕ್ರರೇಖೆ: ವಿಭಿನ್ನ ಒತ್ತಡ ಮಟ್ಟಗಳಲ್ಲಿ ವಸ್ತುಗಳ ಆಯಾಸದ ಜೀವಿತಾವಧಿಯನ್ನು ವಿವರಿಸುತ್ತದೆ, ಇಲ್ಲಿ S ಒತ್ತಡವನ್ನು ಪ್ರತಿನಿಧಿಸುತ್ತದೆ ಮತ್ತು N ಒತ್ತಡ ಚಕ್ರಗಳ ಸಂಖ್ಯೆಯನ್ನು ಪ್ರತಿನಿಧಿಸುತ್ತದೆ.
ಆಯಾಸ ಶಕ್ತಿ ಗುಣಾಂಕ ಸೂತ್ರ:
(ಕೆಎಫ್ = ಕಾ \cdot ಕೆಬಿ \cdot ಕೆಸಿ \cdot ಕೆಡಿ \cdot ಕೆ)
ಇಲ್ಲಿ (Ka) ಲೋಡ್ ಅಂಶವಾಗಿದೆ, (Kb) ಗಾತ್ರದ ಅಂಶವಾಗಿದೆ, (Kc) ತಾಪಮಾನ ಅಂಶವಾಗಿದೆ, (Kd) ಮೇಲ್ಮೈ ಗುಣಮಟ್ಟದ ಅಂಶವಾಗಿದೆ ಮತ್ತು (Ke) ವಿಶ್ವಾಸಾರ್ಹತೆಯ ಅಂಶವಾಗಿದೆ.
SN ಕರ್ವ್ ಗಣಿತದ ಅಭಿವ್ಯಕ್ತಿ:
(\ಸಿಗ್ಮಾ^m N = C)
(\sigma) ಒತ್ತಡವಾಗಿದ್ದರೆ, N ಒತ್ತಡ ಚಕ್ರಗಳ ಸಂಖ್ಯೆ, ಮತ್ತು m ಮತ್ತು C ವಸ್ತು ಸ್ಥಿರಾಂಕಗಳಾಗಿವೆ.
ಲೆಕ್ಕಾಚಾರದ ಹಂತಗಳು
ವಸ್ತು ಸ್ಥಿರಾಂಕಗಳನ್ನು ನಿರ್ಧರಿಸಿ:
ಪ್ರಯೋಗಗಳ ಮೂಲಕ ಅಥವಾ ಸಂಬಂಧಿತ ಸಾಹಿತ್ಯವನ್ನು ಉಲ್ಲೇಖಿಸುವ ಮೂಲಕ m ಮತ್ತು C ಮೌಲ್ಯಗಳನ್ನು ನಿರ್ಧರಿಸಿ.
ಒತ್ತಡ ಸಾಂದ್ರತೆಯ ಅಂಶವನ್ನು ನಿರ್ಧರಿಸಿ: ಒತ್ತಡ ಸಾಂದ್ರತೆಯ ಅಂಶ K ಅನ್ನು ನಿರ್ಧರಿಸಲು ಭಾಗದ ನಿಜವಾದ ಆಕಾರ ಮತ್ತು ಗಾತ್ರವನ್ನು ಹಾಗೂ ಫಿಲೆಟ್ಗಳು, ಕೀವೇಗಳು ಇತ್ಯಾದಿಗಳಿಂದ ಉಂಟಾಗುವ ಒತ್ತಡ ಸಾಂದ್ರತೆಯನ್ನು ಪರಿಗಣಿಸಿ. ಆಯಾಸದ ಶಕ್ತಿಯನ್ನು ಲೆಕ್ಕಹಾಕಿ: SN ಕರ್ವ್ ಮತ್ತು ಒತ್ತಡದ ಸಾಂದ್ರತೆಯ ಅಂಶದ ಪ್ರಕಾರ, ಭಾಗದ ವಿನ್ಯಾಸದ ಜೀವನ ಮತ್ತು ಕೆಲಸದ ಒತ್ತಡದ ಮಟ್ಟದೊಂದಿಗೆ ಸಂಯೋಜಿಸಿ, ಆಯಾಸದ ಶಕ್ತಿಯನ್ನು ಲೆಕ್ಕಹಾಕಿ.
2. ಪ್ಲಾಸ್ಟಿಟಿ:
ಪ್ಲಾಸ್ಟಿಕ್ ಎಂದರೆ ಬಾಹ್ಯ ಬಲಕ್ಕೆ ಒಳಪಟ್ಟಾಗ, ಬಾಹ್ಯ ಬಲವು ಅದರ ಸ್ಥಿತಿಸ್ಥಾಪಕ ಮಿತಿಯನ್ನು ಮೀರಿದಾಗ ಮುರಿಯದೆ ಶಾಶ್ವತ ವಿರೂಪವನ್ನು ಉಂಟುಮಾಡುವ ವಸ್ತುವಿನ ಆಸ್ತಿಯಾಗಿದೆ. ಈ ವಿರೂಪವನ್ನು ಬದಲಾಯಿಸಲಾಗದು, ಮತ್ತು ಬಾಹ್ಯ ಬಲವನ್ನು ತೆಗೆದುಹಾಕಿದರೂ ವಸ್ತುವು ಅದರ ಮೂಲ ಆಕಾರಕ್ಕೆ ಹಿಂತಿರುಗುವುದಿಲ್ಲ.
ಪ್ಲಾಸ್ಟಿಟಿ ಸೂಚ್ಯಂಕ ಮತ್ತು ಅದರ ಲೆಕ್ಕಾಚಾರದ ಸೂತ್ರ
ಉದ್ದ (δ)
ವ್ಯಾಖ್ಯಾನ: ಮಾದರಿಯು ಮೂಲ ಗೇಜ್ ಉದ್ದಕ್ಕೆ ಕರ್ಷಕ ಮುರಿತಕ್ಕೊಳಗಾದ ನಂತರ ಗೇಜ್ ವಿಭಾಗದ ಒಟ್ಟು ವಿರೂಪತೆಯ ಶೇಕಡಾವಾರು ಪ್ರಮಾಣವನ್ನು ಉದ್ದೀಕರಣ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ.
ಫಾರ್ಮುಲಾ: δ = (L1 - L0) / L0 × 100%
ಇಲ್ಲಿ L0 ಮಾದರಿಯ ಮೂಲ ಗೇಜ್ ಉದ್ದವಾಗಿದೆ;
ಮಾದರಿಯನ್ನು ಮುರಿದ ನಂತರ L1 ಗೇಜ್ ಉದ್ದವಾಗಿದೆ.
ಸೆಗ್ಮೆಂಟಲ್ ರಿಡಕ್ಷನ್ (Ψ)
ವ್ಯಾಖ್ಯಾನ: ಮಾದರಿಯನ್ನು ಮೂಲ ಅಡ್ಡ-ವಿಭಾಗದ ಪ್ರದೇಶಕ್ಕೆ ಮುರಿದ ನಂತರ ನೆಕ್ಕಿಂಗ್ ಪಾಯಿಂಟ್ನಲ್ಲಿ ಅಡ್ಡ-ವಿಭಾಗದ ಪ್ರದೇಶದಲ್ಲಿ ಗರಿಷ್ಠ ಕಡಿತದ ಶೇಕಡಾವಾರು ಸೆಗ್ಮೆಂಟಲ್ ಕಡಿತವಾಗಿದೆ.
ಫಾರ್ಮುಲಾ: Ψ = (F0 – F1) / F0 × 100%
ಇಲ್ಲಿ F0 ಮಾದರಿಯ ಮೂಲ ಅಡ್ಡ-ವಿಭಾಗದ ಪ್ರದೇಶವಾಗಿದೆ;
ಮಾದರಿಯನ್ನು ಮುರಿದ ನಂತರ ಕುತ್ತಿಗೆಯ ಬಿಂದುವಿನಲ್ಲಿರುವ ಅಡ್ಡ-ವಿಭಾಗದ ಪ್ರದೇಶವು F1 ಆಗಿದೆ.
3. ಗಡಸುತನ
ಲೋಹದ ಗಡಸುತನವು ಲೋಹದ ವಸ್ತುಗಳ ಗಡಸುತನವನ್ನು ಅಳೆಯಲು ಯಾಂತ್ರಿಕ ಆಸ್ತಿ ಸೂಚ್ಯಂಕವಾಗಿದೆ.ಇದು ಲೋಹದ ಮೇಲ್ಮೈಯಲ್ಲಿ ಸ್ಥಳೀಯ ಪರಿಮಾಣದಲ್ಲಿ ವಿರೂಪವನ್ನು ವಿರೋಧಿಸುವ ಸಾಮರ್ಥ್ಯವನ್ನು ಸೂಚಿಸುತ್ತದೆ.
ಲೋಹದ ಗಡಸುತನದ ವರ್ಗೀಕರಣ ಮತ್ತು ಪ್ರಾತಿನಿಧ್ಯ
ಲೋಹದ ಗಡಸುತನವು ವಿವಿಧ ಪರೀಕ್ಷಾ ವಿಧಾನಗಳ ಪ್ರಕಾರ ವಿವಿಧ ವರ್ಗೀಕರಣ ಮತ್ತು ಪ್ರಾತಿನಿಧ್ಯ ವಿಧಾನಗಳನ್ನು ಹೊಂದಿದೆ. ಮುಖ್ಯವಾಗಿ ಈ ಕೆಳಗಿನವುಗಳನ್ನು ಸೇರಿಸಿ:
ಬ್ರಿನೆಲ್ ಗಡಸುತನ (HB):
ಅನ್ವಯದ ವ್ಯಾಪ್ತಿ: ಸಾಮಾನ್ಯವಾಗಿ ವಸ್ತುವು ಮೃದುವಾದಾಗ ಬಳಸಲಾಗುತ್ತದೆ, ಉದಾಹರಣೆಗೆ ನಾನ್-ಫೆರಸ್ ಲೋಹಗಳು, ಉಕ್ಕಿನಂತಹ ಶಾಖ ಸಂಸ್ಕರಣೆಯ ಮೊದಲು ಅಥವಾ ಅನೆಲಿಂಗ್ ನಂತರ.
ಪರೀಕ್ಷಾ ತತ್ವ: ನಿರ್ದಿಷ್ಟ ಗಾತ್ರದ ಪರೀಕ್ಷಾ ಹೊರೆಯೊಂದಿಗೆ, ನಿರ್ದಿಷ್ಟ ವ್ಯಾಸದ ಗಟ್ಟಿಯಾದ ಉಕ್ಕಿನ ಚೆಂಡು ಅಥವಾ ಕಾರ್ಬೈಡ್ ಚೆಂಡನ್ನು ಪರೀಕ್ಷಿಸಲು ಲೋಹದ ಮೇಲ್ಮೈಗೆ ಒತ್ತಲಾಗುತ್ತದೆ ಮತ್ತು ನಿರ್ದಿಷ್ಟ ಸಮಯದ ನಂತರ ಲೋಡ್ ಅನ್ನು ಇಳಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಪರೀಕ್ಷಿಸಬೇಕಾದ ಮೇಲ್ಮೈಯಲ್ಲಿರುವ ಇಂಡೆಂಟೇಶನ್ನ ವ್ಯಾಸವನ್ನು ಅಳೆಯಲಾಗುತ್ತದೆ.
ಲೆಕ್ಕಾಚಾರದ ಸೂತ್ರ: ಬ್ರಿನೆಲ್ ಗಡಸುತನದ ಮೌಲ್ಯವು ಲೋಡ್ ಅನ್ನು ಇಂಡೆಂಟೇಶನ್ನ ಗೋಲಾಕಾರದ ಮೇಲ್ಮೈ ವಿಸ್ತೀರ್ಣದಿಂದ ಭಾಗಿಸುವ ಮೂಲಕ ಪಡೆದ ಅಂಶವಾಗಿದೆ.
ರಾಕ್ವೆಲ್ ಗಡಸುತನ (HR):
ಅನ್ವಯದ ವ್ಯಾಪ್ತಿ: ಸಾಮಾನ್ಯವಾಗಿ ಶಾಖ ಚಿಕಿತ್ಸೆಯ ನಂತರದ ಗಡಸುತನದಂತಹ ಹೆಚ್ಚಿನ ಗಡಸುತನ ಹೊಂದಿರುವ ವಸ್ತುಗಳಿಗೆ ಬಳಸಲಾಗುತ್ತದೆ.
ಪರೀಕ್ಷಾ ತತ್ವ: ಬ್ರಿನೆಲ್ ಗಡಸುತನವನ್ನು ಹೋಲುತ್ತದೆ, ಆದರೆ ವಿಭಿನ್ನ ಪ್ರೋಬ್ಗಳು (ವಜ್ರ) ಮತ್ತು ವಿಭಿನ್ನ ಲೆಕ್ಕಾಚಾರದ ವಿಧಾನಗಳನ್ನು ಬಳಸುವುದು.
ವಿಧಗಳು: ಅನ್ವಯವನ್ನು ಅವಲಂಬಿಸಿ, HRC (ಹೆಚ್ಚಿನ ಗಡಸುತನದ ವಸ್ತುಗಳಿಗೆ), HRA, HRB ಮತ್ತು ಇತರ ಪ್ರಕಾರಗಳಿವೆ.
ವಿಕರ್ಸ್ ಗಡಸುತನ (HV):
ಅನ್ವಯದ ವ್ಯಾಪ್ತಿ: ಸೂಕ್ಷ್ಮದರ್ಶಕ ವಿಶ್ಲೇಷಣೆಗೆ ಸೂಕ್ತವಾಗಿದೆ.
ಪರೀಕ್ಷಾ ತತ್ವ: 120kg ಗಿಂತ ಕಡಿಮೆ ಲೋಡ್ ಇರುವ ವಸ್ತು ಮೇಲ್ಮೈಯನ್ನು ಮತ್ತು 136° ಶೃಂಗದ ಕೋನವನ್ನು ಹೊಂದಿರುವ ವಜ್ರದ ಚೌಕಾಕಾರದ ಕೋನ್ ಇಂಡೆಂಟರ್ ಅನ್ನು ಒತ್ತಿ, ಮತ್ತು ವಿಕರ್ಸ್ ಗಡಸುತನದ ಮೌಲ್ಯವನ್ನು ಪಡೆಯಲು ವಸ್ತು ಇಂಡೆಂಟೇಶನ್ ಪಿಟ್ನ ಮೇಲ್ಮೈ ವಿಸ್ತೀರ್ಣವನ್ನು ಲೋಡ್ ಮೌಲ್ಯದಿಂದ ಭಾಗಿಸಿ.
ಲೀಬ್ ಗಡಸುತನ (HL):
ವೈಶಿಷ್ಟ್ಯಗಳು: ಪೋರ್ಟಬಲ್ ಗಡಸುತನ ಪರೀಕ್ಷಕ, ಅಳೆಯಲು ಸುಲಭ.
ಪರೀಕ್ಷಾ ತತ್ವ: ಗಡಸುತನದ ಮೇಲ್ಮೈ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರಿದ ನಂತರ ಇಂಪ್ಯಾಕ್ಟ್ ಬಾಲ್ ಹೆಡ್ನಿಂದ ಉತ್ಪತ್ತಿಯಾಗುವ ಬೌನ್ಸ್ ಅನ್ನು ಬಳಸಿ ಮತ್ತು ಮಾದರಿ ಮೇಲ್ಮೈಯಿಂದ ಪ್ರಭಾವದ ವೇಗಕ್ಕೆ 1 ಮಿಮೀ ನಲ್ಲಿ ಪಂಚ್ನ ಮರುಕಳಿಸುವ ವೇಗದ ಅನುಪಾತದಿಂದ ಗಡಸುತನವನ್ನು ಲೆಕ್ಕಹಾಕಿ.
ಪೋಸ್ಟ್ ಸಮಯ: ಸೆಪ್ಟೆಂಬರ್-25-2024



